

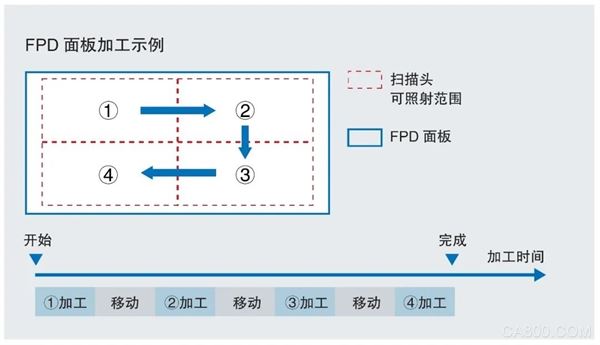
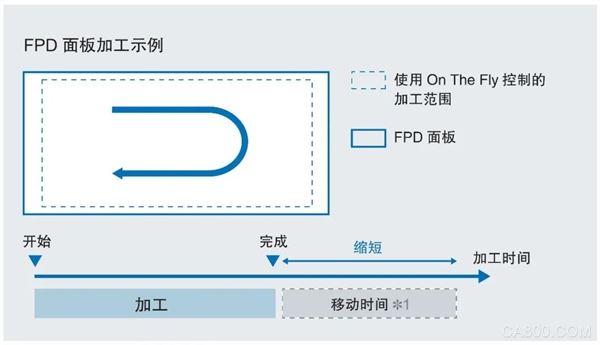
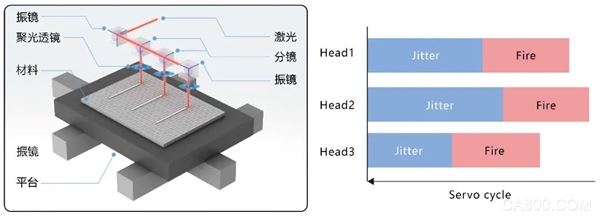
工艺介绍 扁线电机,是定子绕组中采用扁铜线,先把绕组做成类似发卡一样的形状,穿进定子槽内,再在另外一端把发卡的端部焊接起来。 目前常规的8层扁线电机,总体的工艺流程:一、切头,完成后进入焊接工位;二、视觉引导,通过视觉确定具体的焊接位置;三、激光焊接,通过激光头,对锁定的位置进行精确焊接;四、焊点检测,最终,再通过视觉对焊点进行品质测量。 课题 平均每台电机焊接耗时>3min 由于激光焊接设备的成本是TIG焊接设备成本的5至10倍,因而仅考虑采用单台激光来完成,随之而来的问题是,焊点数量多,单台激光焊接的整体时间冗长。我们拿当前主流的8层Hairpin电机举例,每台电机的发夹数量约200pcs,理想状况下总焊接完成时间大于3min。 1) 焊接动作耗时约2min 按照0.5s/焊点的节拍来计算:200pcs * 0.5s/pcs=100s,也就是说,要接近2min/台。 2) 振镜运动耗时约40s 单振镜的情况下,需要电机做位置移动,以便于激光头能够覆盖至每个焊点。按照移动每个点0.2s计算:200pcs * 0.2s/pcs=40s,也就是说,整个振镜运动时间,要高达40s。 3) 无同步运动控制功能,移动耗时约48s 振镜和电机的运动为逻辑运动,会有间歇停顿时间,按照48槽,每个槽1s的时间来计算:48pcs * 1s/pcs=48s,也就是说,整个移动时长,要长达48s。 解决方案 分裂激光束, 将四个激光头共用一个激光光源 From:一个激光光源,对应一个激光头 To:一个激光光源,对应四个激光头 整体的成本下降为之前的四分之一。 振镜激光与工作台同步联动, 提升设备产能 以往,工作台停下后才可以加工,移动期间无法同时加工,待机时间导致产能下降。 现在,欧姆龙的运动控制器采用On The Fly控制方式,可以在工作台移动的同时进行激光加工。因此,相比工作台移动中无法同时加工的传统方式,可以消除以往工作台移动中的待机时间,从而令产能提高约35%。 同步运动控制, 减少电机单独移动时间 由于控制器内的偏差,加工时机也不同,因此我们把控每个激光头的加工时间,与移栽机构进行高精度的同步控制。 实现价值 1. 速度:以主流的8层Hairpin电机为例,每台电机发夹数量约为200pcs,原来完成所有点的焊接用时>3min,现在用时<2min,最快98s完成。 2. 成本:相比原系统,现方案成本降低为1/4 【经营层】 ■ 通过对前沿运动控制技术的引入,使产品本身设计和制造工艺上得到历史性的突破,可适用于大批量高效率的生产需求,进一步巩固自身高端品牌的地位。 【管理层】 ■ 通过分裂激光束,多激光头共享同光源来提升产能,将成本降低为原系统的1/4。 ■ 通过多激光头与移栽机构的同步运动控制,大幅提升了设备的性能指标与自动化水平。 【工程师层】 ■ 仅需设定激光ON/OFF时机的目标值,大幅缩短设备的引入时间 ■ 欧姆龙工程师全程参与指导,后期项目调整,只需自行修改参数即可。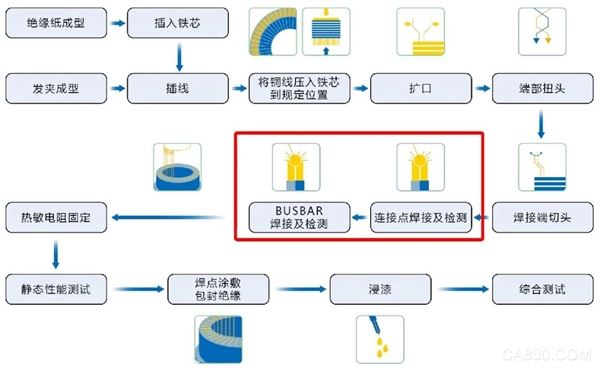


电话:15906845558 QQ:41780253
网址:www.gkplc001.com
江东教学点:宁波江东百丈东路1130号海运港8楼(地铁一号线旁边)
海曙校区:海曙区学院路788号upark商业公园B4幢一楼
石浦大酒店旁边匠心教育
Copyright @ 2010-2020 宁波蓝天教育. All Right Reserve
备案号:浙ICP备16003439号-2




 在线咨询
在线咨询
 15906845558
15906845558