
1 引言
项目应用NX仿真软件建立车辆调度三维仿真模型,通过OPC协议连接KepServer,再将KepServer和S7-1200PLC进行通讯,实现了对车辆调度模型的半实物仿真控制。本设计包括:汽车入库选择(低档车库,中档车库,高档车库)、汽车自动出库、传送带行进距离控制、汽车定位控制、车库余位控制、保护控制、节能控制、联合控制及运行状态监测等。2 系统分析
2.1 控制功能
(1)系统初始化:系统开始时,车辆调度系统模型会给出运行信号示意运行开始,控制程序需要在收到该信号后,进行必要的初始化工作。
(2)车辆调度系统各模块间衔接控制:车辆调度系统会根据当前车辆调度的状态、待调度车辆数量、车库内暂存车辆残余量等,合理的进行相应的响应。例如,当被调入的车库内已满时,则直至此车库调出车辆该车库均无法响应调入信号。
(3)启停控制:当人工在调度系统总控制台处输入启动信号时,主电路启动,相应的传感器及电机通电启动,按下停止按钮后,电路断电,调度系统停止运行。
(4)待机休眠:调度系统无指令时,系统内各模块进入待机状态。但在接到指令或信号后,又会自动重新投入使用。
2.2 其他功能
(1)监测功能:在运行过程中,通过光电传感器感知车辆调度运行状况并实时上传至触摸屏。车库内每个车位下均设置有压力传感器,当检测到该车位上停有汽车时,在触摸屏上显示。在距传送带两段一定距离处设置光电传感器,当调度中车辆超出安全距离可能与传送带边界产生擦碰时,发出警报声并显示在触摸屏上。
(2)显示功能:控制台触摸屏上实时显示当前车辆调度运行状况以及车库内车辆残留量等反馈信号。
(3)保护功能:当车库内空车位为零时,系统不再接收该车库的入库信号。
3 系统设计
系统整体结构如图1所示,包括主控制器、被控对象、监控终端等三大部分。
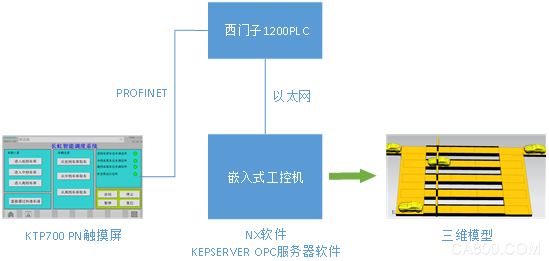
图1 虚拟仿真系统连接图
(1)主控制器:综合系统需求及系统成本等方面考虑,选用西门子S7-1200系列PLC作为主控制器,应包括电源模块、CPU模块
(2)被控对象:车辆调度仿真模型
(3)监控终端:笔记本电脑
整个控制系统设备及设备清单如表1所示,控制回路如图2所示。
表1 控制系统设备及软件清单
|
名称 |
型号 |
单位 |
数量 |
备注 |
|
电源模块 |
6EP1333-3BA10 |
块 |
1 |
AC 120/230 V→DC 24 V /5A |
|
CPU模块 |
1214C |
块 |
1 |
AC/DC/RLY |
|
工业交换机 |
SCALANCE XB005 |
块 |
1 |
6GK5005-0BA00-1AB2 |
|
触摸屏 |
KTP700PN |
个 |
1 |
6AV2 123-2GB03-OAXO |
|
笔记本电脑 |
|
台 |
1 |
监控终端 |
|
编程软件 |
STEP 7 Professional V14 |
套 |
1 |
|
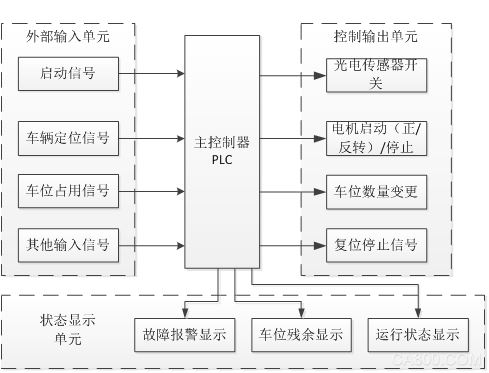
图2 控制回路图
3 仿真模拟
3.1 仿真模拟原理
本方案采用西门子NX进行建模及机电概念设计,通过KEPserver将NX中机电概念设计模块与西门子PLC S7-1200连接,实现了PLC模块控制三维模型运动及一些主要功能。
3.2 建立三维模型
本系统采用西门子NX12.0软件对三维模型仿真设计,将设计阶段所需要的车辆调度元件在仿真环境里建立起来,如图3所示。建立基本机电对象并设置运动副、约束等,接着进行外部信号配置及信号映射。
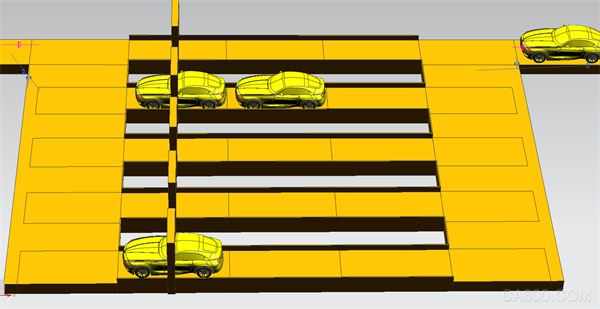
图3 车辆调度三维仿真模型
3.3 触摸屏及PLC程序设计
利用西门子TIA Portal V14编程软件,实现PLC(S7-1200系列:CPU1214C AC/DC/RLY)对三维模型的控制和触摸屏画面设计,以及PLC与触摸屏之间的以太网通讯,触摸屏应能控制模型的运动以及监测车架定位情况。
PLC程序设计:PLC程序依据系统功能进行编写,部分PLC程序如图4所示。

图4 控制车辆前进的PLC程序图
在触摸屏上,除了基本的启动、停止、暂停、复位之外,可以选择的命令共有七个。分别为:进入低档车库;进入中档车库;进入高档车库;直接通过快速车道;从低档车库取车;从中档车库取车;从高档车库取车。按下启动按钮后,可以通过这七个按钮决定PLC将控制模型做怎样的运动。此外,在触摸屏上,可以显示出当前三个车库中车位是否有空以及传送带运行情况。触摸屏界面如图5所示
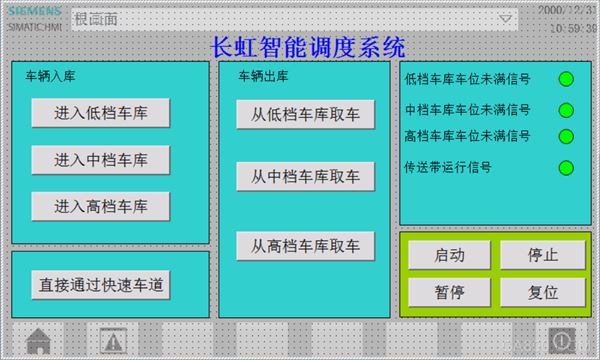
图5 触摸屏根画面
4 结束语
本文介绍了基于西门子PLC和NX仿真软件的车辆调度仿真控制系统,系统能够实现各种执行机构的自动控制,实时监测调度进程,同时具备故障报警功能。本系统具有结构简单、可靠性高、功能齐全等特点,并且将实物装置与仿真软件结合,便于减少实践中时间和材料等等的耗费,有利于结构改进和优化以及实际装置的设计及制造,具有良好的推广性。
参考文献
[1] 西门子S7-1200PLC用户手册
[2] 西门子触摸屏用户手册
[3] 陈志民.UG NX 10完全学习手册.北京:清华大学出版社
联系我们






